Вам надоело строгать свои воблеры из древесины?
Настало время поставить «домашнее производство» на поток?
Появилось желание получать идентичные по форме образцы без нудной механической обработки, на которую тратится много времени и от побочных результатов которой ваши домашние уже «лезут на стену»?
Тогда наступило время перейти к изготовлению ваших воблеров из пластика:
В качестве исходного материала для изготовления воблеров берем эпоксидный клей ЭДП или ЭКФ. В чистом виде его применять для изготовления воблеров можно, но вряд ли целесообразно. Лучше всего в процессе изготовления добавлять в него наполнитель, который будет в некоторой степени менять физические свойства полученной пластмассы. В качестве наполнителя используем мелкие опилки легких пород дерева. Опилки получаем при помощи грубой наждачной бумаги. Чем мельче будут опилки — тем лучше с точки зрения конечной пластмассы.
Для получения пластика смесь состоит (по объему) из 9 частей смолы, 1 части отвердителя и до6-8 частей древесных опилок в качестве наполнителя. При полимеризации смолы происходит пропитка внешней поверхности опилок и получается жесткая водоустойчивая пластмасса с однородной структурой и удельным весом ниже, чем у чистой эпоксидки.
Для получения плавающих моделей воблеров в их тело дополнительно вставляется деревянная вставка, но требования к ее форме в данном случае уже не так жестки: Для балансировки в тело воблера в процессе его изготовления вделывается огрузка из свинца.
Изготовлениевоблера рассмотрим на примере изготовления плавающего «Зальтообразного воблера» с «погремушкой».
Предположим, что форма-матрица под такой воблер у вас уже имеется: (если нет — то ее можно сделать самостоятельно или заказать ее изготовление знакомому моделисту).

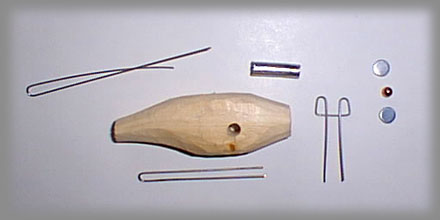
Для начала подготавливаем внутреннюю деревянную вставку, в которой сверлим одно поперечное отверстие под «погремушку» и носовое торцевое углубление под огрузку. Подготавливаем заготовки проволочного каркаса, огрузки и элементов «погремушки».

С одной стороны деревянной вставки прикрываем поперечное отверстие отрезком тонкой листовой латуни или алюминия (можно вырезать из пустой пивной банки).

Фиксируем эту «заплатку» отрезком самоклеящейся бумаги или скотчем.

Переворачиваем вставку, опускаем в отверстие шарики «погремушки», ставим вторую «заплатку» и фиксируем ее.

В торцевое углубление вставляем свинцовый цилиндрик огрузки и обкусываем его для получения нужного веса огрузки.

Формуем проволочные элементы каркаса и проверяем их положение в форме-матрице.

Откладываем в сторону подготовленные внутренние элементы и на половинки формы-матрицы наносим тонкий разделительный слой воскообразной мастики.

В одноразовую пластиковую посуду наливаем необходимое количество эпоксидной смолы.

Засыпаем в смолу наполнитель из древесной крошки.

Тщательно перемешиваем смолу с наполнителем и даем этой смеси немного отстояться, чтобы смола успела пропитать древесную крошку.

Добавляем в нашу смесь отвердитель и тщательно перемешиваем. Даем смеси постоять несколько минут, чтобы большинство воздушных пузырьков успело подняться к внешней поверхности.

Аккуратно заливаем половинки формы полученным составом.

Проходим по всем углублениям в форме зубочисткой для удаления прилипших воздушных пузырьков.

Вставляем в форму элементы проволочного каркаса.

Наносим на проволочный каркас разведенную эпоксидную смесь.

Берем деревянную вставку и с одной стороны обмазываем ее нашей эпоксидной смесью.

Аккуратно помещаем вставку с элементами проволочного каркаса, фиксированного на ней в половинку формы-матрицы. Фиксируем элементы проволочного каркаса на форме.

Обмазываем второй бок вставки и элементов проволочного каркаса эпоксидной смесью.

Остатками эпоксидной смеси заполняем вторую половинку формы «под завязку». Даем половинкам формы немного постоять и прокалываем образовавшиеся воздушные пузыри зубочисткой.

Берем верхнюю половинку формы, резко ее переворачиваем и опускаем на нижнюю половинку формы.

Устанавливаем стягивающие «барашки» и затягивая их выдавливаем излишки эпоксидной смеси.

Оставляем собранную форму до окончания процесса полимеризации эпоксидной смолы.

После полимеризации (а еще лучше немного раньше, когда смола уже не липкая, но еще мягкая) при помощи шила прочищаем технологические углубления формы.

Спустя 12 часов после заливки формы можно приступать к ее разборке. Для этого отвинчиваем стягивающие элементы, в торцевые углубления формы вставляем отвертку и используя ее как рычаг, аккуратно приподнимаем верхнюю половинку формы.

Руками разъединяем половинки формы и можем полюбоваться на результаты.

Подцепив отливку за выступающие элементы проволочного каркаса извлекаем ее из формы.

Отливка по периметру имеет тонкий слой облоя, который легко обламывается.

Если в процессе отливки воблера образовались каверны от остатков воздушных пузырей, то их края обрезаем, а каверны заделываем таким же эпоксидным составом по приведенной выше технологии в той же форме-матрице.
На отлитую заготовку воблера навешиваем крючки и проверяем его поведение в емкости с водой. Если заготовка нас не устраивает (нарушена балансировка), то ее можно в некоторых пределах подкорректировать высверлив в требуемых местах углубления и вклеив в них на эпоксидке кусочки свинца. Процесс вклейки ведется в той-же форме-матрице и аналогичен процессу заделки каверн от воздушных пузырьков.
После окончательной отливки воблера, удаления облоя и мелкой механической обработки шва заготовку для обезжиривания протираем спирто-бензиновой смесью и она готова под покраску.
Вот и закончился процесс изготовления заготовки воблера из эпоксидки в домашних условиях. Дальше дело за его покраской, но это отдельный разговор.
Источник: ribak.com.ua
Как сделать воблер4/5 — Оценок: 60